

Greasing the Tool Steel in a Hammer
When greasing a hydraulic hammer, lubricant should be injected until it visibly exits the lower wear bushing or tool retainer openings. This accomplishes two objectives: It ensures the void between the wear bushings and the tool steel is amply filled and also pushes the old grease out, replacing it with new grease. Several tubes of lubricant may be needed to accomplish this if the hammer is new or freshly rebuilt. Greasing intervals should be executed every two hours of hammer operation or whenever a film of lubricant is not visible on the tool shank.
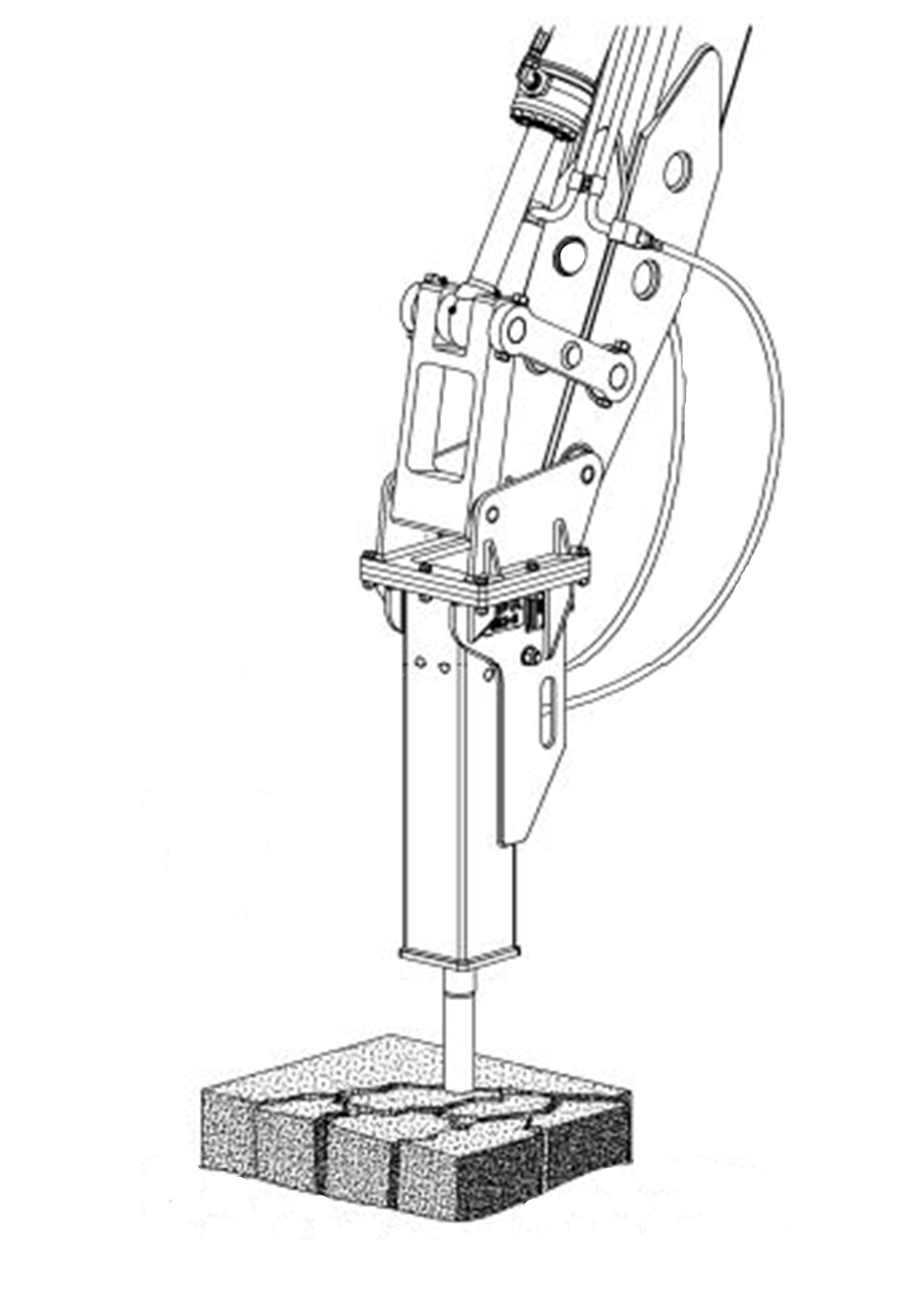
Hammers are typically lubricated by standing the hammer vertically on the tool steel and applying contact pressure to fully seat the tool. Always refer to the Operator’s Manual for detailed lubrication instruction. Failure to properly position the hammer for greasing can allow the lubricant to enter the internal seal area and cause serious damage to the hammer.
Standard, multipurpose equipment grease is often not up to the task for lubricating a hydraulic hammer. While a lubricating grease may claim high-temperature resistance and extreme lubricating properties, low viscosity may limit its ability to stay put between the tool steel and bushing where needed to reduce wear. As the tool steel heats up from regular operation, multipurpose grease may vibrate out of the hammer and slip down the shank of the tool steel, rendering it essentially wasted.
Allied PBS recommends using chisel paste for the best lubrication performance. Chisel paste is a lubricant specifically designed for the tool steel on a hydraulic hammer.
It is molybdenum-based and capable of withstanding working temperatures greater than 500° F and contains solids such as copper and graphite to form a thick and adhesive barrier which stays put between the tool and wear bushings.
Contact Allied PBS for more information on this topic or other maintenance related issues.